Control of particulate, chemical and microbiological risks
The industrial standard of tomorrow for monobloc aluminium packaging
INTRODUCTION — CLEANLINESS, THE NEW LANGUAGE OF INDUSTRIAL PERFORMANCE
In a global industrial landscape governed by increasingly stringent standards, aluminium primary packaging has established itself as a benchmark solution for industries where requirements allow no compromise. Its chemical neutrality, biological inertness, and impermeability to oxygen, water vapour and light make it a natural choice for packaging the most sensitive substances, such as pharmaceutical active ingredients, fine fragrance compounds, food additives and fine chemical intermediates.
But aluminium alone is not enough. The performance of primary packaging is no longer measured solely by its mechanical resistance, tightness or chemical compatibility: it is now measured by the purity of its inner surface. Three categories of residual contamination can affect the contents: particulate contamination (metal residues, fibres, dust), chemical contamination (hydrocarbons, lubricant residues, coating migration) and microbiological contamination (yeasts, moulds, bacteria, endotoxins).
The simultaneous control of these three areas has become the key differentiating criterion for demanding markets. It determines patient safety, the stability of an active ingredient, the olfactory signature of a fragrance, the regulatory compliance of a food additive, and even the reliability of an automotive component. It is the common language between a responsible manufacturer and its customer: a language expressed through figures, validated methods and recognised standards.
At Tournaire, this requirement is not a marketing claim: it is an industrial discipline, rooted in nearly two centuries of expertise from Grasse and supported by a structured and validated scientific approach, formalised as early as 2006 in partnership with Cetim (Technical Centre for Mechanical Industries). Ahead of the standards of its time, this approach placed Tournaire in a unique position: that of an industrial company capable of defining, qualifying and measuring the cleanliness of its aluminium containers, and guaranteeing it over time to customers whose audits leave no room for approximation.
This white paper traces this approach. It details its technical foundations, from material selection to validation protocols, and presents Tournaire’s strategy for making contamination control a reproducible standard. A standard that makes the difference.
Aluminium, the Excellence of a Material
If aluminium has become the benchmark material for packaging sensitive products, it is no coincidence. This metal combines properties that are rarely found together in a single substrate:
• Chemical inertness: in its pure state, aluminium does not interact with the majority of active ingredients, solvents, and cosmetic or food matrices.
• Absolute barrier: monobloc aluminium provides a complete barrier against gases (oxygen, water vapour, CO₂) and light (UV and visible), ensuring the stability of photosensitive or oxidation-sensitive active ingredients.
• Lightweight: for the same volume, aluminium is significantly lighter than glass, resulting in logistical, environmental and ergonomic benefits.
• Mechanical strength: the robustness of a monobloc container, formed by extrusion or deep drawing from a single piece, eliminates welds and therefore potential weak points.
• Infinite recyclability: aluminium can be recycled without losing its mechanical properties. 75% of all aluminium produced since 1880 is still in circulation today, providing concrete evidence of its circularity (source: Aluminium France).
• Regulatory compliance: its neutrality makes it compatible with the strictest requirements for food contact (Regulations EC 1935/2004 and EU 10/2011, CFR21 175.300) and pharmaceutical applications (ISO 15378 standard, European Pharmacopoeia PhEur, USP, etc.).
However, these intrinsic properties must not be compromised by the manufacturing process. The cleanliness of the container’s inner surface, and therefore the cleanliness of the aluminium in contact with the product, becomes the decisive criterion. This is precisely the challenge that Tournaire has placed at the heart of its quality approach.
I. THE THREE PILLARS OF CONTAMINATION: UNDERSTANDING TO ACHIEVE BETTER CONTROL
Before a risk can be controlled, it must first be characterised. This is the core lesson of the approach initiated by Tournaire with Cetim. Rather than responding on a case-by-case basis to varying customer requirements, with each auditor applying their own criteria and in the absence of a universal standard, the company chose to establish an internal standard based on its expertise and the scientific analysis of the three main categories of contamination encountered in precision mechanics.
1.1. Particulate contamination: the physical enemy
The presence of foreign bodies — aluminium metal residues generated during the forming process, textile fibres, atmospheric dust — represents the first tangible risk. A visible particle is not merely an aesthetic defect: depending on the market, it can represent a health hazard, an irreversible product defect, or the cause of downstream mechanical failure.
• Pharmaceutical and food challenge: an ingested or injected metal particle represents a direct health risk. For pharmaceutical active ingredients intended for injectable use, even the smallest particle can pose a risk to the patient.
• Perfumery & Luxury challenge: in a high-end fragrance, a particle floating in the liquid creates a visual defect, a “grain”, which is unacceptable according to luxury standards.
• Automotive and mobility challenge (ISO 16232 / VDA 19): for packaging intended for hydraulic fluids, technical lubricants or battery electrolytes, a metal particle can block a valve, abrade a seal, or, in lithium-ion battery systems, cause an internal failure with potentially catastrophic consequences.
Control and measurement. The quantification of particulate contamination combines several complementary methods. Gravimetric analysis measures the mass of particles per surface unit after extraction through standardised rinsing. Optical microscopy counts and classifies particles by size, according to contamination grids derived from ISO 16232 (“Cleanliness of components and systems for automotive fluid circuits”) and NF ISO 18413 (“Cleanliness of hydraulic fluid power components and systems”). Scanning Electron Microscopy combined with EDX analysis (SEM-EDX) identifies the chemical nature of particles: aluminium originating from the process, iron indicating tool wear, or organic fibres revealing environmental contamination.
1.2. Chemical contamination: the invisible risk
More insidious than particulate contamination because it is invisible to the naked eye, chemical contamination refers to molecular residues left by the manufacturing process: hydrocarbons from extrusion lubricants, surfactant residues, traces of cutting fluids and migrating metal ions. It also includes the potential migration of components from the container into the contents, a phenomenon commonly referred to as leaching.
As early as 2006, the expertise conducted with Cetim demonstrated that Tournaire exceeded the chemical cleanliness requirements applicable to surgical implants, one of the most demanding benchmarks in the precision mechanics industry. This achievement is no coincidence.
• Pharmaceutical challenge: the stability of an active ingredient can be compromised by oxidative, hydrolytic or catalytic degradation initiated by a chemical residue. The ISO 15378 standard (“Primary packaging materials for medicinal products: Good Manufacturing Practices”) requires documented control of these risks.
• Food challenge: strict compliance with the positive lists established by EFSA (European Food Safety Authority) and the US FDA (21 CFR 175.300) regulates substances authorised for food contact. The transition to VSB and BPA-NI (Bisphenol A Non-Intent) coatings has now become the standard for internal coatings in direct contact with food products.
Control and measurement. The quantification of residual hydrocarbons is carried out through solvent extraction followed by gravimetric or chromatographic analysis. The initial method used — extraction with carbon tetrachloride (CCl₄) — had to be replaced by n-hexane (C₆H₁₄) extraction followed by gas chromatography, as CCl₄ is covered by European regulations on substances that deplete the ozone layer. Fourier Transform Infrared Spectroscopy (FTIR) also makes it possible to identify the chemical nature of residues.
1.3. Microbiological contamination: the threat of living organisms
Yeasts, moulds, bacteria, biofilms, bacterial endotoxins: microbiological contamination is the most demanding to control and is resistant to conventional statistical monitoring methods. Paradoxically, it is also an area where no specific standard currently exists for assessing contamination in aluminium containers, which explains the difficulties manufacturers face when responding to customer audits and highlights the value of a robust internal reference framework.
• Veterinary and pharmaceutical challenge: vaccines, injectable treatments and sterile solutions require an almost non-existent microbial load and the complete absence of endotoxins (pyrogenic substances originating from Gram-negative bacterial walls, which can cause severe fever reactions even after the microorganism has been destroyed). The absence of endotoxins is measured using the LAL test (Limulus Amebocyte Lysate) or recombinant alternatives.
• Food challenge: preventing the development of biofilms — highly structured bacterial colonies that are extremely resistant to cleaning — determines product shelf life and helps reduce the amount of preservatives added to the product.
Control and measurement. Microbiological quantification involves counting the total aerobic microbial flora, detecting specific microorganisms (E. coli, Pseudomonas, Staphylococcus, yeasts and moulds), and measuring endotoxin levels. Analyses are carried out by certified partner laboratories, with which Tournaire has maintained collaborations for over twenty years to ensure measurement traceability and reproducibility. Prevention also relies on ultra-smooth surface finishes and high-performance thermal drying cycles to eliminate water activity, an essential condition for microbial growth. This comprehensive process guarantees compliance from the end of the washing cycle.
II. SUMMARY OF REQUIREMENTS BY SECTOR
The table below summarises, by sector of activity, the nature of the primary threat, the associated consequences and the applicable regulatory standards. It highlights an industrial reality that is often underestimated: the cleanliness of packaging is never a generic concept. It must be designed, dimensioned and measured according to the container-product combination, the final market, and the customer’s audit framework.
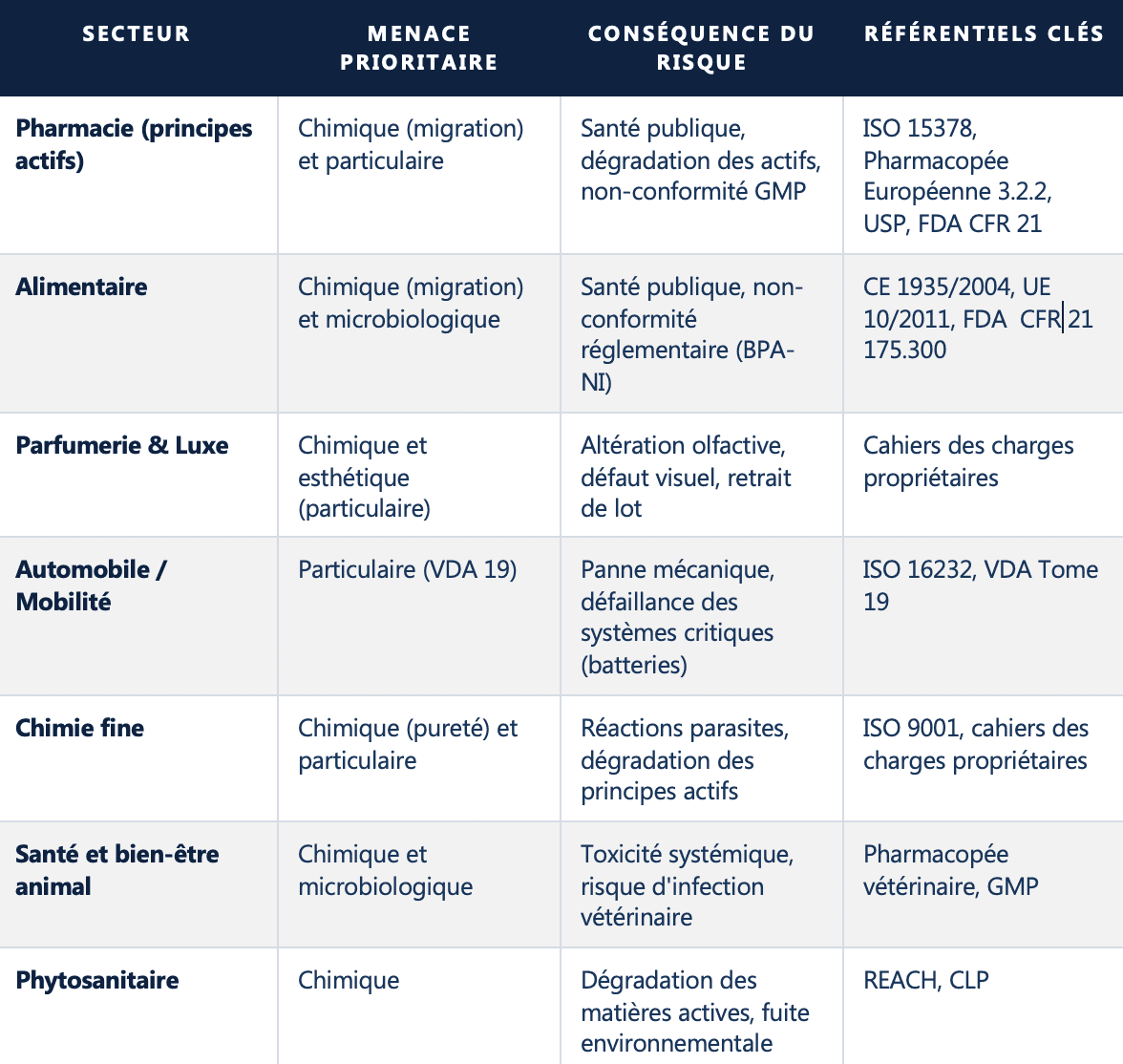
This is precisely what Tournaire offers its partners: a tailor-made approach based on a shared foundation of excellence and an internal reference framework built on nearly two decades of experience and feedback.
III. PROCESS CONTROL: CLEANLINESS IS BUILT THROUGHOUT THE ENTIRE VALUE CHAIN
Cleanliness is not a condition observed at the end of the production line: it is a result built step by step through controlled and validated processes, from raw material selection to final bagging. At Tournaire, this philosophy is reflected in an integrated approach where every link in the chain undergoes rigorous qualification.
3.1. A certified and carefully selected raw material
It all starts with aluminium. Tournaire works with pure aluminium, selected from suppliers with whom the company has established long-term partnerships. Each batch is traceable and supplied with a material certificate, whose essential information — particularly chemical composition and dimensional characteristics — is checked upon receipt. Given the low level of risk associated with this controlled raw material, this verification is supplemented by an annual periodic inspection. Any significant dimensional deviation would be immediately detected during processing due to incompatibility with the transformation tools. The purity of the alloy determines the inertness of the inner surface; any residual impurity could, in the case of aggressive products, become a source of corrosion or catalyse unwanted reactions.
3.2. Controlled processing lubricants
The forming process, whether through extrusion or deep drawing, requires the use of lubricants to reduce friction between the tool and the material and to achieve parts with the required dimensional tolerances. The choice of these lubricants is strategic: they must ensure the mechanical performance of the process while being completely removable during subsequent washing operations. Tournaire uses specific processing oils, validated by internal experts and Cetim, with a known chemical signature.
A high-performance washing process, qualified and documented through internal testing and accredited laboratories, ensures consistent and repeatable performance.
3.3. Qualified forming processes
Monobloc aluminium containers are produced using two main processes:
• Extrusion starts with aluminium slugs which, after tumbling, undergo successive operations including extrusion, trimming, conification and finishing. This process produces small to medium-capacity containers with complex geometries.
• Deep drawing starts with aluminium discs which are shaped through several stages using powerful presses, followed by trimming, spinning (potentially combined with annealing) and finishing before washing.
The tools, made from cast iron or hardened steel, have an extremely low wear rate. This stability enabled the studies conducted with Cetim to precisely demonstrate the influence of each parameter on the generation of particulate contamination. This in-depth knowledge, accumulated over nearly two decades, is now a unique industrial asset. The range covers volumes from 15 ml to 32 litres, with various geometries, with or without additional sleeves or rings depending on the application.
3.4. Washing
Washing is the key operation that transforms a raw container into a “clean” container. Far from being a simple immersion process, it is a scientific method based on the synergy of four parameters:
• Chemical action: selection of specific detergents (alkaline, neutral or enzymatic depending on the type of contamination), dosed and renewed according to validated protocols.
• Thermal action: the bath temperature accelerates the dissolution kinetics of oils and initiates thermal inactivation of microorganisms.
• Mechanical action: high-pressure spraying, immersion with agitation, and ultrasound depending on the machines, ensuring the physical removal of adhering particles.
• Contact time: long enough to allow the three previous parameters to be effective, while remaining short enough to maintain industrial productivity.
Tournaire designs and manufactures its own washing machines, representing a major differentiating advantage: full control over machine design makes it possible to adapt each line to the specific requirements of a product or customer. Since the approach initiated in 2006 and confirmed by the commissioning of a dedicated line in 2007 equipped with a newly designed washing machine, the company has invested in several generations of machines integrating automated supervision, cycle traceability and online monitoring of critical parameters.
3.5. Drying and packaging in a protected environment
After washing and rinsing according to product requirements, the containers undergo a high-performance thermal drying cycle. Removing residual water — and therefore water activity — is essential: it deprives any remaining microorganisms of the key condition required for their development and prevents any residual oxidation of the aluminium surface.
The dried containers are then transferred, depending on requirements and products, to a unit inspection and bagging area under a protected environment or onto protected conveyors equipped with camera controls and automated packaging systems. Each item is individually packed or grouped in a sealed package, forming the final barrier between the clean packaging and the external environment until it is opened by the customer.
3.6. Managing “in-process” risks
From aluminium processing to final bagging, the objective is to minimise human intervention and the risks of cross-contamination. This is achieved through:
• The design of unidirectional flows (from “dirty” to “clean”, with no possible return);
• The physical separation of production areas with different cleanliness levels;
• The implementation of airlocks, appropriate protective clothing and hygiene procedures for the most demanding products.
Internal coatings: the BPA-free revolution
When the container is in direct contact with the product, the compatibility of bare aluminium depends on the composition of the formulation. The addition of a suitable internal coating, acting as a true chemical interface between the metal and the product, may be necessary. Three main families coexist within Tournaire’s offering:
• Epoxy-phenolic coatings: the historical benchmark for the most demanding applications, they provide exceptional chemical resistance to polar solvents, organic acids and complex cosmetic formulations. However, some conventional epoxy precursors are derived from Bisphenol A (BPA), a molecule now banned in food contact applications.
• Polyester coatings: an increasingly popular alternative, they offer excellent adhesion, superior flexibility — essential for containers subjected to mechanical deformation — and broad compatibility with food and cosmetic products. By design, they are BPA-free.
• BPA-NI (Bisphenol A Non-Intent) coatings: developed in response to European (EU 10/2011) and North American (FDA 21 CFR 175.300) regulatory requirements, these coatings use alternative chemistries — epoxy-phenolic systems based on non-BPA precursors and modified polyesters — eliminating any intentional introduction of Bisphenol A into the formulation.
The choice of a coating is never made randomly: it is based on specific compatibility tests mainly carried out internally (chemical resistance, accelerated ageing tests) or externally (overall and specific migration tests) between the intended container-content combination. Tournaire has an established catalogue of validated combinations and conducts accelerated ageing tests for customised projects.
IV. TECHNOLOGICAL INNOVATION: “SAFETY BY DESIGN”
Contamination control does not only result from operational discipline in washing and forming processes: it is integrated into the product itself from the design stage. This is the philosophy of Safety by Design: designing packaging whose geometry and surface finishes inherently minimise contamination risks and facilitate cleaning operations.
1. Anti-retention geometry
An adapted anti-retention geometry: elimination of “dead zones” and sharp angles to prevent residue accumulation and facilitate washing and rinsing.
2. Surface finishes adapted to market requirements
Depending on functional and aesthetic requirements, several internal surface finishes are available:
• Matt bare aluminium: the reference finish for fine chemical and perfumery applications, requiring an inert surface free from migrating coatings.
• Oxidised aluminium: the reference finish for pharmaceutical powder applications (sterile or non-sterile). The aluminium oxide layer (Al₂O₃), created through a controlled treatment process, provides an additional barrier that is particularly resistant to moderate chemical attacks. This finish is available with two oxidation levels, 2 µm or 5 µm, depending on the required level of protection.
• Coated aluminium: coating selection according to the container-content combination (see “Internal coatings” section).
3. The OMNI PLUS® range: “Taking care of what matters most”
Designed to meet the strictest requirements of sensitive markets, the OMNI PLUS® range is a concrete example of the application of Safety by Design at Tournaire. This UN-approved monobloc aluminium bottle for the transport of dangerous liquids, compliant with food contact regulations, is available from 50 ml to 6.25 L and comes in two complementary versions:
• OMNI PLUS® SO (Small Opening): from 50 ml to 315 ml, with a 24 mm internal neck diameter, designed for sampling, processing and products requiring precise dosing.
• OMNI PLUS® MO (Medium Opening): from 625 ml to 6.25 L, with a 39 mm internal neck diameter, designed for packaging, transport and storage of larger volumes.
Beyond regulatory compliance, OMNI PLUS® combines several technological breakthroughs supporting contamination control and environmental responsibility:
• A removable tamper-evident ring, a Tournaire innovation, ensuring both the integrity of the packaged product and 100% recyclability of the container at the end of its life. A simple “click” separates the ring from the aluminium body, enabling optimised recycling.
• Controlled sealing performance thanks to an optimised sealing surface and a robust closure system with a compressible Alu/PE or PTFE seal depending on the product being packaged, reducing leakage risks even under demanding transport conditions.
• Adaptable product compatibility, available with three internal finishes: matt bare aluminium, standard coating, or VSB/BPA-NI coating suitable for food contact, each validated for specific product families. Pure aluminium combined with controlled washing ensures a high level of chemical inertness.
• A cleanliness level exceeding current Tournaire standards, covering chemical, microbiological and particulate aspects, qualified and monitored through laboratory testing to ensure data repeatability and preserve the integrity of packaged products.
• A distinctive ergonomic design: “soft touch” PP cap ensuring smoother manual tightening, PE insert with an optimised pull-ring design, and calibrated neck allowing the integration of dosing accessories.
• A measurable environmental benefit: the MO 1 kg version offers a 7% weight reduction compared with the previous generation (SYSTEM PLUS® 45), helping to reduce the packaging carbon footprint and optimise the supply chain.
OMNI PLUS® is also customisable (pad printing, external lacquering, screen printing, ring and cap colours), enabling each manufacturer to align the packaging with its brand identity without compromising technical performance. It embodies Tournaire’s promise: “Taking care of what matters most” — packaging where every detail addresses a real challenge faced by the industries it serves: purity for pharmaceutical active ingredients, tightness for sensitive fine chemical molecules, UN safety for hazardous products, and recyclability to support CSR commitments.
V. VALIDATION AND CONTROL: PROOF THROUGH TESTING
For nearly two decades, Tournaire has not only produced cleanliness: it has demonstrated it. This commitment to proof is based on a three-level validation process, built around a complete chain of complementary controls from the production line to independent expert laboratories.
5.1. In-line control: continuous monitoring
The critical parameters of washing cycles — temperature, bath conductivity, spray pressure, exposure time — are continuously monitored through industrial automation systems. Any deviation triggers an alarm and, if necessary, an automatic shutdown of the line. This real-time monitoring ensures process stability from one batch to another, an essential condition for reproducibility. In addition, an individual visual inspection is carried out on each container at the end of the line to detect critical defects.
5.2. The internal quality laboratory: daily control
Tournaire has its own internal quality laboratory dedicated to monitoring the cleanliness of its production. Routine controls include:
• Particle counting: counting and classification by size and type according to standardised grids, using optical microscopy or automated optical particle counters.
• Basic chemical analyses: rinse water pH, conductivity, and residual surfactant indicators.
The frequency of these controls is adjusted according to the product’s level of criticality and the customer’s reference framework. For pharmaceutical production, statistical batch monitoring provides the records required for GMP audits.
5.3. External partner laboratories: independent expertise
For the most advanced analyses — gravimetric and particulate controls, chemical and microbiological cleanliness, endotoxin measurement, contaminant identification using SEM-EDX, FTIR spectroscopy, and gas chromatography — Tournaire relies on a network of certified partner laboratories, some of which have supported the company for more than twenty years. This validation by independent third parties provides customers with an additional guarantee: the figures communicated are not self-declared; they are measured according to shared protocols recognised by the industry.
5.4. Counter-expertise and specific investigations
In the event of non-compliance detected by a customer, or for in-depth investigations into a specific defect, counter-expertise analyses are carried out on our site using scanning electron microscopy. This technique makes it possible to identify the exact nature of a particle — elemental composition, morphology — and therefore trace its possible origin: tool wear, atmospheric contamination, lubricant residue. This investigation capability, developed in partnership with Cetim from the very beginning of the approach, is now a differentiating advantage that few aluminium packaging manufacturers can claim.
CONCLUSION: CLEANLINESS, A COMMITMENT THAT ALLOWS NO COMPROMISE
Controlling the cleanliness of aluminium packaging is not an option, nor a temporary commercial argument: it is an industrial discipline that reflects the manufacturer’s responsibility towards the patient receiving a medicine, the consumer opening a cosmetic product, and the operator handling a plant protection product. This responsibility cannot be delegated.
At Tournaire, this commitment is reflected in a three-step approach:
• Defining the expected cleanliness levels, in collaboration with the customer and according to applicable international standards;
• Building these cleanliness levels through a fully controlled end-to-end process: materials, lubricants, washing, drying and packaging;
• Demonstrating these levels through an internal and external control system validated by leading experts in the field.
By combining design-driven innovation (OMNI PLUS® range and Safety by Design geometry), the scientific rigour of washing processes and the historical expertise of a company founded in 1833, Tournaire provides its partners with much more than packaging: a guarantee of integrity for their active ingredients, fragrances and formulations.
Cécile BERGIA,
and the Tournaire teams.
SOURCES AND REGULATORY REFERENCES
Health Safety and Food Contact
• Regulation (EC) No. 1935/2004: framework relating to materials and articles intended to come into contact with food.
• Regulation (EU) No. 10/2011: plastic materials and articles intended to come into contact with food; applicable to coatings and surface treatments.
• FDA 21 CFR 175.300: Resinous and polymeric coatings – Indirect food additives.
Particulate Cleanliness and Automotive Industry
• ISO 16232: Cleanliness of components and systems – Particle size analysis and particle counting using an automatic light extinction particle counter.
• VDA Volume 19: Technical cleanliness inspection – Particulate contamination of functionally relevant automotive components.
• NF ISO 18413: Hydraulic fluid power – Cleanliness of parts and components, principles for inspection and contaminant extraction.
Quality Management and Good Manufacturing Practices
• ISO 9001:2015: Quality management systems.
• ISO 15378: Primary packaging materials for medicinal products – Particular requirements for the application of ISO 9001, with reference to Good Manufacturing Practices (GMP).
Environments and Microbiological Cleanliness
• ISO 14644: Cleanrooms and associated controlled environments – Part 1: Classification of air cleanliness by particle concentration.
• European Pharmacopoeia, Chapter 3.2.2: Plastic containers and closures for pharmaceutical use.
Tournaire Certifications
• ISO 9001:2015 – Quality management system.
• ISO 14001:2015 – Environmental management system.
• ISO 45001:2018 – Occupational health and safety management system.
• UN approval for the transport of dangerous goods – 1 BVT-approved site.
• Drug Master File (DMF) – 1 filed with the US FDA, 2 with Chinese authorities.
• EcoVadis – CSR performance assessment, Bronze Medal, Top 35% of the sector (2025).
• AFAQ – Prevention of industrial plastic pellet loss (Operation Clean Sweep).
Historical Reference
• Clean containers for Tournaire, Cetim Infos No. 197, December 2006 – article describing the founding approach behind cleanliness qualification at Tournaire in partnership with Cetim.